
Mining & Smelting
Industrial Ventilation Solutions for Mining & Smelting

Mining and smelting operations demand robust, high-reliability ventilation systems to maintain safe, compliant, and productive environments. Mining and smelting ventilation fans play a critical role in controlling airborne dust, diluting hazardous gases such as methane, managing heat, and protecting both personnel and equipment in extreme operating conditions.
Industrial Fan Systems (IFS) designs and supplies engineered industrial fans for mining and smelting applications, covering underground and surface mines, smelters, furnaces, and associated processing facilities. Our solutions are custom-selected to deliver reliable airflow, long service life, and compliance with Australian and international safety standards.

What Are Mining & Smelting Ventilation Fans?
Mining and smelting ventilation fans are heavy-duty industrial fans designed to operate continuously in harsh environments involving dust, fumes, high temperatures, corrosive gases, and variable system resistance. Unlike standard commercial ventilation equipment, mining fans must deliver stable airflow under extreme pressure, tolerate abrasive particles, and meet stringent safety and explosion-protection requirements.
IFS mining and smelting fans are engineered to provide safe air dilution, effective dust extraction, and temperature control across all stages of mining and metallurgical processing.
Why Ventilation Is Critical in Mining & Smelting?
Effective ventilation systems are essential for:
Dilution and removal of hazardous gases (including methane and process fumes)
Control of airborne dust and particulate matter
Heat removal from deep underground and high-temperature processes
Maintaining visibility, air quality, and safe working conditions
Protecting equipment from excessive heat and contamination
Meeting regulatory and environmental compliance requirements
Poorly designed ventilation systems increase safety risks, energy consumption, and maintenance costs.
Applications of Ventilation Fans For Underground Mining & Smelting
IFS ventilation solutions are deployed across a wide range of mining and smelting applications.
Smelter fume & gas extraction
Equipment & process cooling
Water treatment & aeration systems
Underground mine ventilation (intake & exhaust)
Ventilation on demand (VOD) systems
Tailings management & evaporation systems
Dust control & particulate extraction
Conveyor & material handling ventilation
Surface mine & open pit ventilation
Gas dilution & methane control
Explosion relief & emergency ventilation
Types of Mining & Smelting Fans We Supply
-
![]()
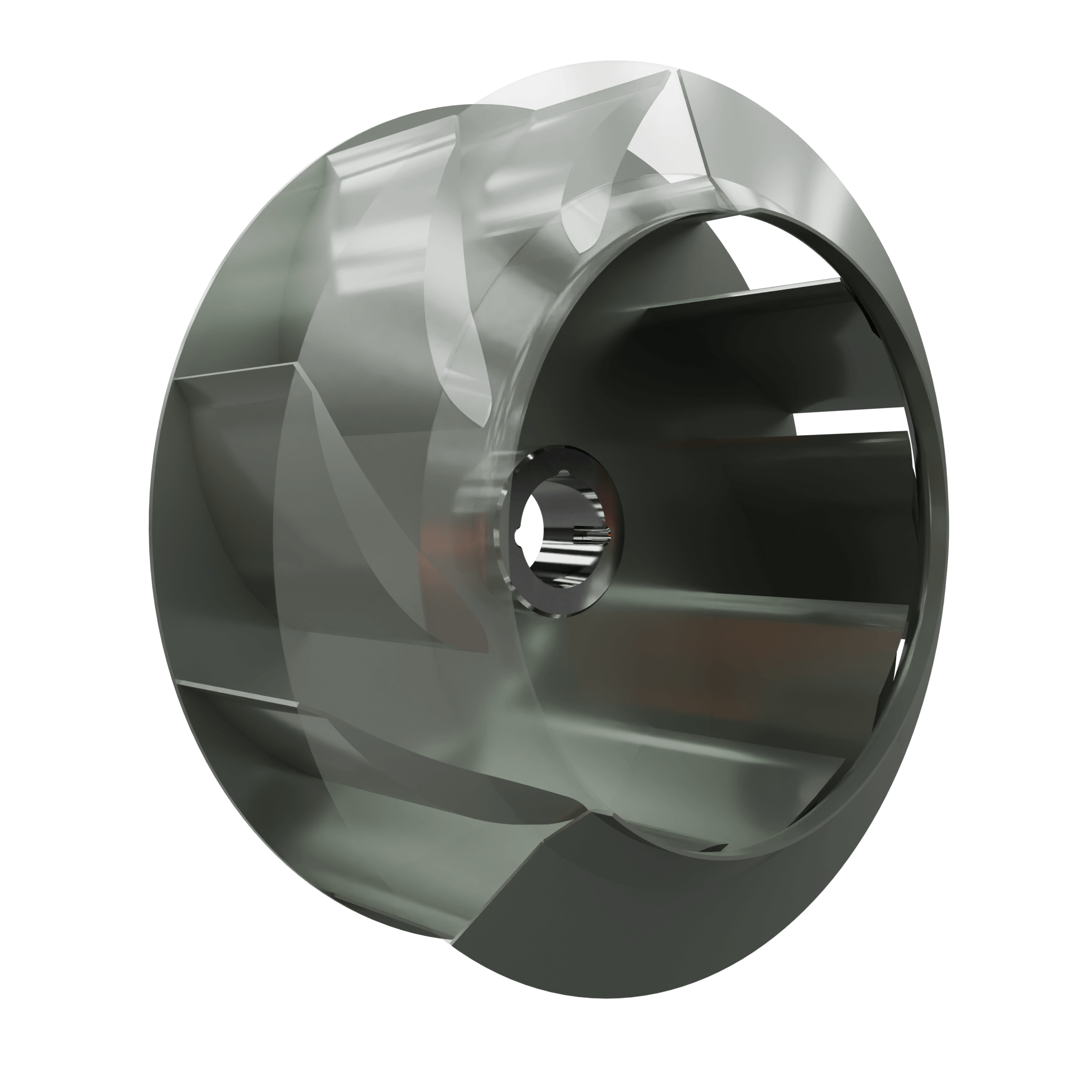
Airfoil Centrifugal Fans
High-efficiency fans designed for large airflow volumes where energy efficiency and continuous operation are critical. Commonly used for general mine ventilation, intake air systems, and clean-air process ventilation.
-
![Industrial-Fan-Systems-IFS-Products-Backward-Curved-Centrifugal-Fans]()
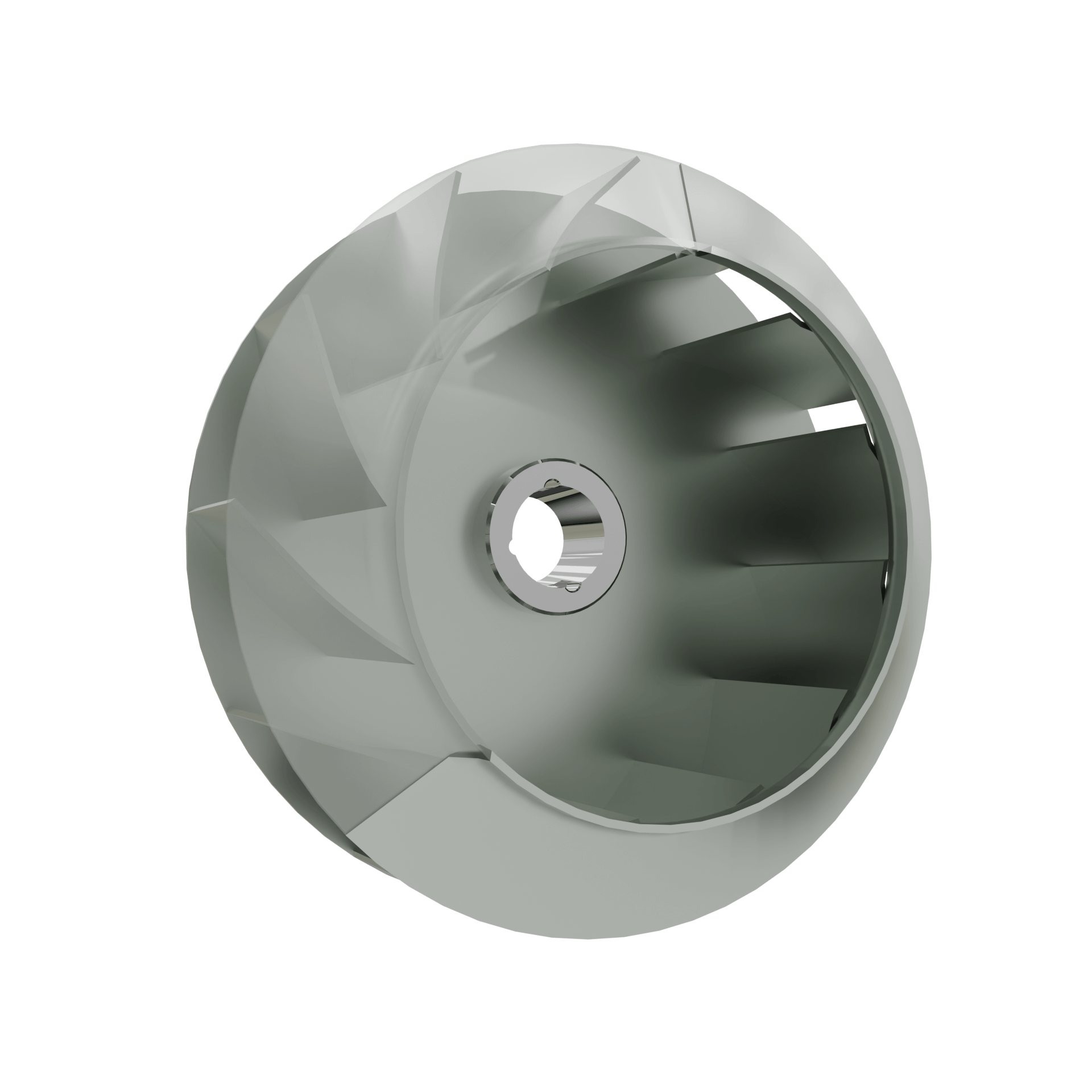
Backward Curved Centrifugal Fans
High-efficiency, low-noise fans suited to clean air and lightly contaminated applications such as HVAC systems, process ventilation, and clean-air exhaust in mining facilities.
-
![Industrial-Fan-Systems-IFS-Products-Backward-Inclined-Centrifugal-Fans]()
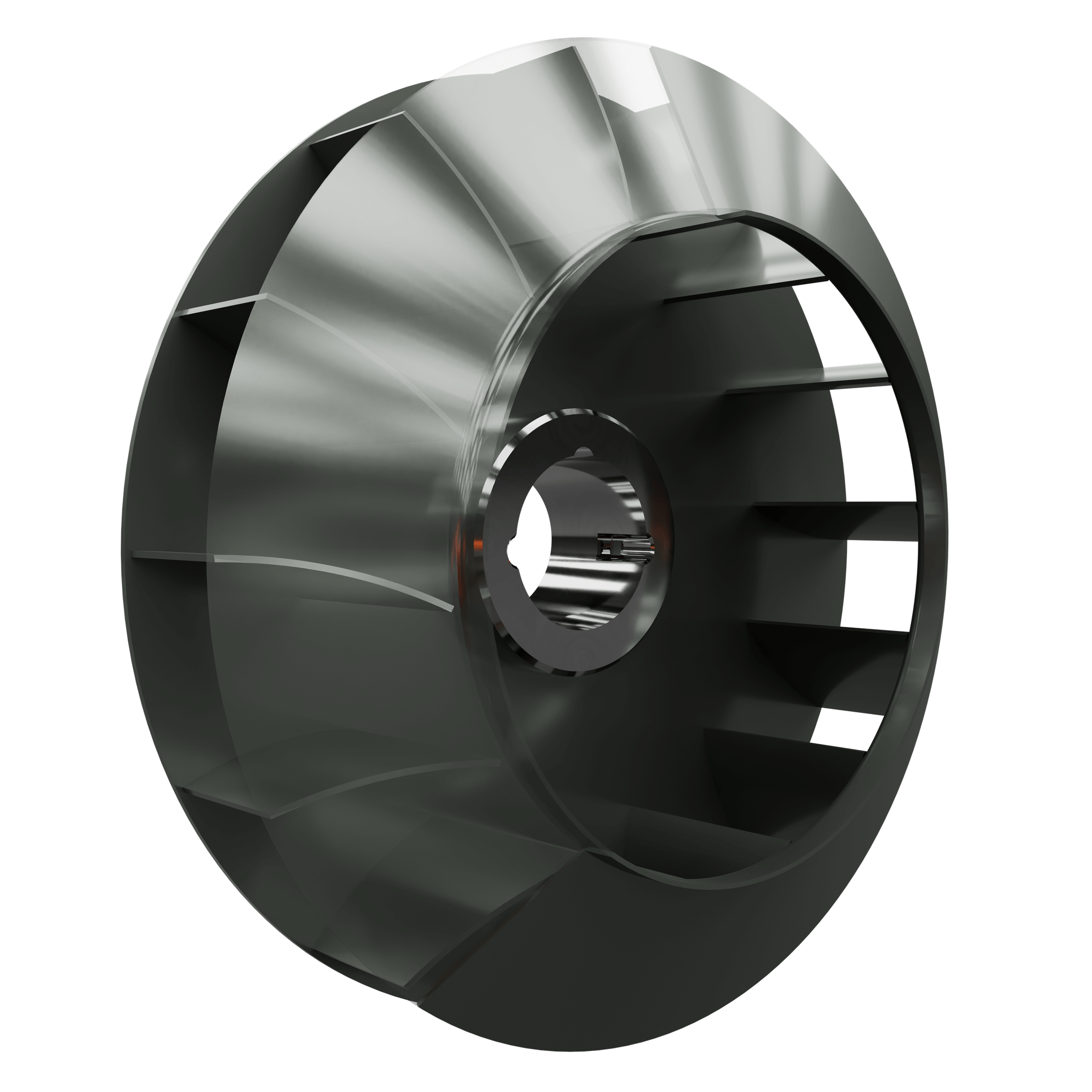
Backward Inclined Centrifugal Fans
Robust fans offering a balance between efficiency and dust tolerance. Frequently used for dust collection, smelting processes, and medium-to-high pressure ventilation duties.
-
![]()
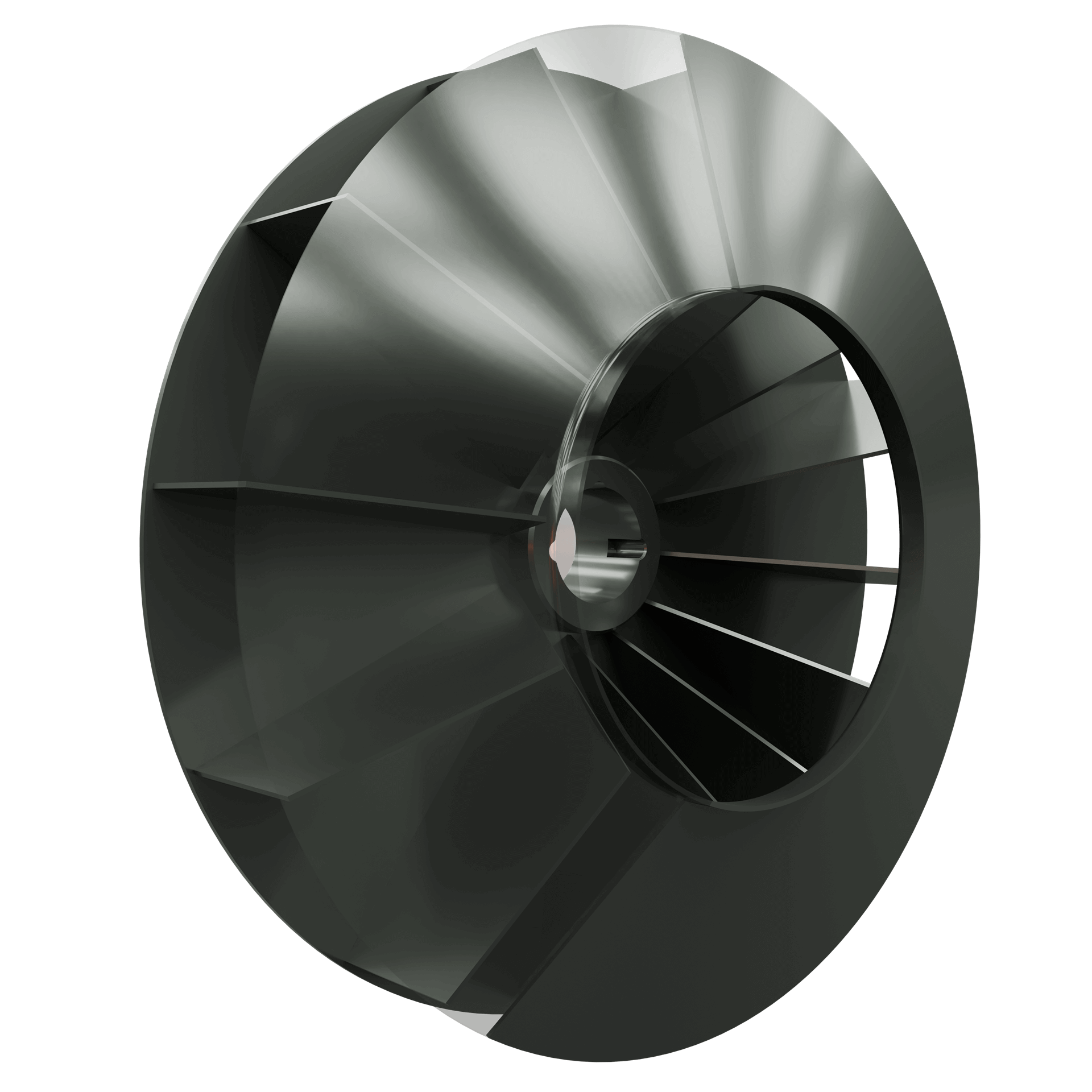
Radial Tip Fans
Designed for dirty air applications where resistance to material buildup is required. Suitable for dust-laden air, combustion air, and fume extraction systems.
-
![]()
Radial Bladed Fans
Heavy-duty, high-pressure fans engineered for abrasive, particulate-laden, and high-resistance systems. Ideal for smelter exhaust, dust collection, and harsh mining environments.
-
![Industrial-Fan-Systems-IFS-Products-PW-Paddle-Bladed-Centrifugal-Fans]()
Paddle Bladed Centrifugal Fans
COpen-wheel fans designed for scrap, fibrous material, and severe material handling applications where blockage resistance is critical.
-
![]()
High Pressure Fans
Description goes here


Mining Specific Technical Capabilities
-
IFS fans are engineered to deliver reliable performance across demanding mining environments:
SWSI centrifugal fans: up to 120 m³/s airflow and 16,000 Pa pressure
DWDI centrifugal fans: up to 215 m³/s airflow and 7,500 Pa pressure
Impeller diameters from 300 mm to 3,050 mm
-
For deep underground mining with high system resistance, IFS supplies dual-stage and dual-impeller fans capable of achieving pressures up to 23,000 Pa, while maintaining stable airflow and mechanical reliability.
-
Standard designs for ambient conditions
High-temperature constructions for smelting and furnace exhaust exceeding 600 °C
Thermal protection features including cooling wheels and heat slingers
-
Spark-Resistant Construction
Fans are available in AMCA Type A, B, and C spark-resistant configurations using non-ferrous materials to reduce ignition risk in hazardous atmospheres.
Shaft Sealing Options
Carbon ring seals for gas containment
Purge air seals for hazardous environments
Grease-lubricated seals for medium-duty applications
Integrated Monitoring Systems
Optional vibration and temperature monitoring systems integrate with PLC and SCADA platforms, supporting predictive maintenance and reduced unplanned downtime.
Reliability & Durability
Why Choose Industrial Fan Systems for Mining & Smelting
IFS fans are engineered to withstand high dust loads, abrasive materials, and extreme temperatures common in mining and smelting operations, delivering consistent long-term performance. IFS fans are engineered to withstand high dust loads, abrasive materials, and extreme temperatures common in mining and smelting operations, delivering consistent long-term performance.
Safety & Compliance
All applicable fan systems are designed to meet ATEX and IECEx requirements, supporting safe operation in hazardous environments.
Energy Efficiency & Lifecycle Value
Optimised aerodynamics and high-efficiency motors reduce energy consumption while maximising return on investment over the equipment lifecycle.
Custom Engineered Solutions
Each fan system is tailored to site-specific airflow, pressure, material, and installation constraints, ensuring optimal performance for every application.
Warranty & Support
We stand by the quality and reliability of our products, offering both performance and workmanship guarantees. Our guarantees cover 12 months of operation or 18 months from delivery, whichever occurs first, ensuring peace of mind and confidence in our engineering excellence.
Warranty
Comprehensive fan selection and system design support services to ensure optimal fan performance throughout its service life.
Support Services
Certifications &
Compliance
This ensures the product complies with international standards for performance, quality, and safety.
ISO 9001

(Quality Management Systems)
ISO 14001
(Environmental Management Systems)

ISO 45001
(Occupational Health & Safety)

Other Industries We Serve Across Australia
-
![Industrial-Fan-Systems-Food-and-Beverage-Agriculture-HVAC-and-Ventilation-Solutions]()
Agriculture
Ensure climate control, humidity regulation, and air quality in barns, greenhouses, and storage facilities.
-
![Industrial-Fan-Solutions-Air-Pollution-Control-Ventilation-Solutions]()
Air Pollution Control
Customised designs for dust extraction, fume removal, VOC management, and emission control.
-
![Industrial-Fan-Systems-Food-and-Beverage-HVAC-and-Ventilation-Solutions]()
Food & Beverage
Hygienically design fans for food processing, cold storage, and cleanrooms.
-
![Industrial-Fan-Solutions-Furnace-and-Oven-Ventilation-Solutions]()
Furnace & Oven
Ensure energy-efficient airflow, temperature control, and safety in kilns and furnaces.
-
![HVAC]()
HVAC
HVAC ventilation that improves airflow, reduces energy use, and supports optimal indoor air quality efficiently.
-
![Industrial-Fan-Systems-HVAC-and-Ventilation-Solutions-for-Industrial-Processes]()
Industrial Processes
Control heat, dust, fumes, and boost energy efficiency across manufacturing operations.
-
![Industrial-Fan-Systems-Manufacturing-HVAC-and-Ventilation-Solutions]()
Manufacturing
Ensure reliable airflow, cooling, dust control, and energy-efficient operation in production facilities.
-
![Industrial-Fan-Systems-HVAC-and-Ventilation-Solutions-For-Oil-and-Gas]()
Oil & Gas
Explosion-proof fans meeting ATEX/IECEx standards for use in hazardous areas.
-
![Industrial-Fan-Systems-Paper-and-Pulp-HVAC-and-Ventilation-Solutions]()
Paper & Pulp
Industrial fans for paper and pulp mills, dust control, moisture management, and airflow for production & drying.
-
![Industrial-Fan-Systems-Pharmaceutical-Processing-HVAC-and-Ventilation-Solutions]()
Pharmaceuticals
Ensure air quality, filtration, and safety in controlled manufacturing environments.
-
![Industrial-Fan-Systems-HVAC-and-Ventilation-Solutions-For-Recycling]()
Recycling
Improve dust control, fume extraction, airflow efficiency, and ensure environmental compliance.
-
![Industrial-Fan-Systems-Spray-Booth-HVAC-and-Ventilation-Solutions]()
Spray Booths
Spray booth ventilation fans for fume extraction, overspray control, and odour removal.
-
![Industrial-Fan-Systems-Tunnel-Ventilation-HVAC-and-Ventilation-Solutions]()
Tunnel Ventilation
Ensure efficient airflow and ventilation in mining, transport, and construction tunnels.
-
![Industrial-Fan-Systems-Water-Treatment-HVAC-and-Ventilation-Solutions]()
Water Treatment
Ensure ventilation and airflow, odour control, corrosion resistance, and regulatory compliance.














Why Choose Industrial Fan Systems?
Industrial Fan Systems combines proven aerodynamic design with Australian‑based engineering expertise. Our airfoil centrifugal fans are selected, tested, and supported to perform reliably in real‑world industrial environments.
ISO 5801 tested performance data
ISO13347-3:2004 for sound
Engineered for Australian and New Zealand conditions
Application‑specific fan selection support
On-site support
Frequently Asked Questions
-
Yes. IFS fans are specifically engineered for underground ventilation, gas dilution, and dust control in mining environments.
-
Yes. Dual-stage and dual-impeller designs are available for high-resistance underground systems.
-
Yes. ATEX and IECEx compliant configurations are available for hazardous areas.
-
Yes. All mining and smelting fan systems are custom engineered based on site requirements.